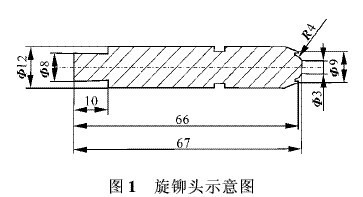
电镀Ni-W合金镀层在旋铆头中的应用 舒畅谢光荣 广东工业大学 摘要:采用电镀法在旋铆头(铆接不锈钢铆钉用)上沉积Ni-W合金镀层,并对旋铆头的失效形式、镀层的组织形貌、组织结构、显微硬度、耐磨性能等进行了分析和讨论。结果表明,已镀旋铆头的使用寿命比未镀旋铆头的寿命提高两倍以上。 关键词:旋铆头;电镀;Ni-W合金镀层 中图分类号:TG174.441文献标志码:A 1前言 以镍磷、镍钨为主的镍基合金电镀由于操作容易,镀层具有较高的硬度、致密性、耐蚀性、耐磨性、耐高温性及良好的外观,在工具、成形模具上的应用研究国内已有了不少报道。但由于模具的使用条件和影响因素复杂多样,使得镍基合金镀层在工模具上的应用受到了很大制约,其中不锈钢成形模具更是一个难点。这主要是目前国内普遍使用的不锈钢成形模具材料为Cr12(或Cr12MoV)、高速钢、合金铸铁等铁基合金模具材料,而这些材料与不锈钢(如:SUS304、SUS430等)互溶性大,容易在制品和模具之间发生粘着,轻则降低模具寿命,在工件表面产生划痕划伤,重则由于模具与工件之间发生冷焊现象,使模具报废。Ni-W合金镀层,特别是当其镀层为纳米晶、非晶时,镀层中因晶界、间隙、位错和组分偏析较少,性能更加优异,与不锈钢的互溶性不大,对改变镀层的耐磨性和防粘着性有良好效果。为了研究Ni-W合金镀层在不锈钢成形工模具上的实际应用状况和可行性,本文选用广东汕头某公司的旋铆头(不锈钢铆钉在铆接过程中所使用的成形工模具)进行电镀Ni-W合金纳米晶、非晶镀层试验,并对其使用寿命、失效形式、表面涂层组织和硬度等方面进行了分析。 2试验材料及方法 2.1旋铆头材料及制造工艺 旋铆头材料为Cr12,主要成份为(%):2·00-2·3C,11·5-13Cr,≤0·35Mn,≤0·40Si;旋铆钉材料为SUS304不锈钢。旋铆头形状及尺寸如图1所示,表面粗糙度为Ra1·25μm。
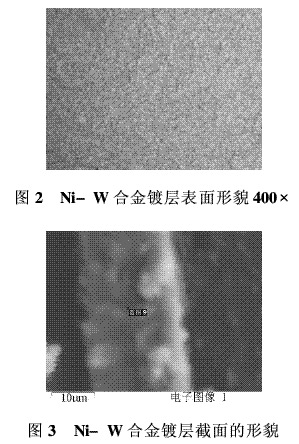
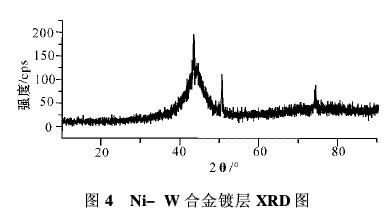
工艺流程为:下料→退火→车削→热处理→精磨。退火在箱式炉中进行,工艺为850℃-870℃保温1h,然后在740℃-760℃等温3h-4h,随炉冷至500℃后出炉空冷;硬度要求小于或等于255HB。高温1100℃淬火后,500℃回火(2h)二次,冲头硬度为59-61HRC。 2.2电镀Ni-W合金纳米晶、非晶镀层工艺 镀液组成:硫酸镍60g/L,钨酸钠150g/L,柠檬酸130g/L,用分析纯试剂和蒸馏水配制溶液,氨水做调节镀液PH值用的添加剂。 电镀装置:阳极为纯镍板,阴极为旋铆头(头部正对镍板)及测试样;镀槽为2000ml烧杯,用DF1782SL2A型线性直流稳压稳流电源控制电流密度,JB-3型定时恒温磁力搅拌器控制槽液温度并在电镀过程中起搅拌作用。 电镀试验步骤:(1)配制镀液:分别称量所需药品,加一定量蒸馏水搅拌至完全溶解;将钨酸钠溶液加入硫酸镍溶液中,充分搅拌;再加入柠檬酸溶液,充分搅拌;然后加入氨水调节PH值,用精密试纸测定;最后加蒸馏水至规定体积。(2)恒温磁力搅拌器加热并不断搅拌镀液至规定的温度。(3)将打磨好的旋铆头经碱性除油→热水清洗→冷水清洗→酸洗活化→冷水清洗→蒸馏水清洗后装挂入槽,通电电镀。 镀液温度65℃,PH值为5,电流密度20A/dm2,电镀时间45min。为了性能检测需要,对测试样Cr12片(尺寸为15mm×20mm×1.5mm)也采用相同的处理工艺。 2.3测试方法 S-3400N-Ⅱ型扫描电镜观测镀层断面形貌,并用其附带OXFORDINCAEDS能谱仪分析镀层成分;用日产MVK-H3型超微负荷显微硬度计测量镀层的显微硬度,加载时间15s,载荷25g,并用所带数码摄影系统观察镀层的表面形貌;用日本Rigaku生产的D/MAX2200VPC型X射线衍射仪(XRD)对镀层的晶态结构进行分析(条件是石墨单色器,Cu靶,管电压40kV,管电流30mA,扫描速度6°/min);用WS-92型声发射划痕仪测膜基结合力;用日本产HEIDON22型表面性能测试仪测试膜层的耐磨性能(金刚石压头直径为0·2mm,载荷为1kg),采用往复式刻划磨损试验法,并观测磨痕宽度。旋铆头在MYXM5000液压旋铆机上使用,用SUS304不锈钢铆钉对不锈钢门(窗)进行铆接。 3试验结果及分析 3.1镀层的形貌 用超微负荷显微硬度机的金相系统及扫描电镜观察与旋铆头同工艺条件下制备出的测试样的Ni-W合金镀层表面与断面形貌。如图2、图3所示,镀层表面均匀光整,镀层断面均匀致密,镀层与基体的结合呈咬合状(以咬合状结合的层基比平直结合的层基结合力要大)。经能谱检测,证实镀层中钨的重量百分比为45·56%,镍的重量百分比为54·44%;钨的原子百分比为21·48%,镍的原子百分比为78·52%。膜层的总厚度约为15μm。
3.2镀层的组织结构 采用X射线衍射仪对与旋铆头同工艺条件下制备出的测试样镀层进行分析,结果如图4所示。试样在2θ1=43·30°、2θ2=50·40°、2θ3=74·06°等处出现三条衍射峰,且在2θ1=43·30°处衍射曲线表现出明显宽化,出现一个形状接近于“馒头型”的衍射峰。而纯金属Ni的三条强衍射峰对应的2θ角分别为2θ1=44·62°、2θ2=51·94°、2θ3=76·14°,对应Ni的(111)、(200)、(220)晶面;纯金属W的三条强衍射峰对应的2θ角分别为2θ1=40·26°、2θ2=58·36°、2θ3=73·38°。可见Ni-W镀层合金与纯金属Ni的峰位极为相近,说明Ni-W合金在结构上是一个以Ni为溶剂、W为溶质的置换型固溶体。XRD的宽化表明,W的溶入引起不均匀的晶格畸变,而当W含量较大(从上述能谱分析可知W的重量百分比为45.56%)时,晶格畸变大增,合金的长程有序可能会遭到破坏,晶粒取向趋向于短程有序化转变,即同一(hkl)晶向样品,在不同的小区域内具有不同的d值,d值在dhkl±Δd之间变化,Δd很小,但不是一个常数。因此在晶体各处产生的同一晶面指数的衍射角位置将出现偏离,最终合成一个在2θ±Δθ范围内具有一定强度的宽化峰,从而使镀层的组织结构介于晶态与非晶态之间,称之为微晶或纳米晶。根据Scherrer公式计算可得该Ni-W合金镀层的晶粒尺寸约为40nm,这与文献的研究结果基本一致。
3.3镀层的显微硬度与膜基结合力 对与旋铆头同工艺条件下制备出的测试样表面进行显微硬度和镀层与基体结合力进行了测试。结果是:Ni-W合金镀层的显微硬度为668·25HV0.25,镀层与基体结合力为临界载荷Lc>100N。由此可见Ni-W合金镀层有较高的硬度,镀层与基体结合良好。临界载荷Lc大于100N即表示当刻划仪划针加载到最大载荷时镀层既没有破裂,也没有从基体上剥离。这除了说明镀层与基体结合良好之外,还说明镀层强韧性高。另外据文献可知,Ni-W合金非晶、微晶镀层在一定的温度下(550℃)会晶化并有Ni4W化合物的析出,硬度显著升高。而旋铆头在使用过程中也会因摩擦产生一定温度,对其上的合金镀层起到回火作用,从而使得旋铆头表面“越用越硬”。 3.4镀层的耐磨性 用检测试样在1Kg载荷下进行加载耐磨试验,往复行程周次达100次后,测量磨痕宽度,结果是:Ni-W合金镀层的磨痕宽度是0·345mm。而由文献可知,即使是高硬度高耐磨性材料ZrN薄膜的磨痕宽度也在0·234mm-0·366mm之间,由此可见Ni-W合金镀层的耐磨性与ZrN的耐磨性相当。这可能主要是因为近乎非晶态的Ni-W合金镀层组织致密,镀层中晶界、孔隙、位错等极少,加上Ni-W合金镀层的摩擦系数较低,从而使其耐磨性能相对较高。 3.5旋铆头的使用寿命 用20根已电镀Ni-W合金镀层旋铆头和20根未电镀的旋铆头进行实际使用寿命试验,结果未电镀旋铆头平均寿命为15000次/支(即平均铆接15000个不锈钢铆钉),因不锈钢铆钉铆接端表面及旋铆头表面产生严重的划痕划伤,使得产品质量下降而失效。而经电镀Ni-W合金镀层处理的旋铆头平均寿命近32000次/支,不锈钢铆钉铆接端表面及旋铆头表面也只是有少许轻度的划痕划伤,按照厂家对产品(门窗铆接)的质量要求,旋铆头还能继续使用。可见经电镀Ni-W合金镀层处理的旋铆头比未经镀层处理的旋铆头的使用寿命提高了两倍多。 4结语 Cr12旋铆头经电镀Ni-W合金镀层处理后,使用寿命可比未镀层旋铆头提高两倍多,除可降低旋铆头的使用成本外,还可大大提高被铆产品的铆接质量,有利于产品出口。 控制好电镀工艺可以在Cr12旋铆头上制备出微晶结构(介于晶态与非晶态结构)的Ni-W合金镀层,这种镀层具有较高的显微硬度、良好的结合力以及优良的耐磨性能。 参考文献 [1]韦立江,张本生,黄华梁,等.涂镀NiW合金的中磷铸铁甘蔗糖机压榨辊寿命研究[J].广西机械,1996,3:6-8. [2]揭晓华,徐江.刷镀Ni-W合金镀层对3Cr2W8V钢热疲劳性能的研究[J].湖北汽车,1998,3:37-39. [3]鲜光远.镍—磷合金镀覆技术在工模具生产中的应用[J].工具技术,2002,8:68. [4]王天明,鲜光远.镍—磷合金镀覆技术的应用[J].机械工人,2004,6:48-49. [5]于同敏,刘贵昌,路全胜,等.化学镀Ni-P合金镀层在模具上的应用[J].机械工程材料,1998,22(5):41-43. [6]伍先明.不锈钢零件的冲压及模具寿命[J].模具工业,1997,12:7-9. [7]梁金生,梁广川,高兴华.不锈钢器皿拉深模具材料研究的最新发展[J].锻压技术,1997,1:45-47. [8]吴玉程,舒霞,李云,等.电沉积Ni-W合金纳米晶镀层组织形貌与显微硬度[J].机械工程学报,2007,43(12):69-73. [9]刘丽红,胡社军,曾鹏,等.高速钢表面真空电弧沉积ZrN薄膜的组织与性能研究[J].工具技术,2004,38(10):22-24.第一作者:舒畅,硕士,广东工业大学材料与能源学院,510006广州 |