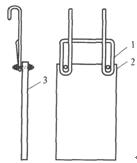
普通零件及挂具如图1所示。
图1普通零件及挂具1-挂具;2,3-工件 挂具使用方法:所使用为硫酸阳极氧化电解液,在阳极氧化开始前,先打开槽子抽风和冷却装置,使电解液温度降到工艺规定的温度范围。将经表面准备好的零件装挂在阳极的导.电杠上,阴极挂上铅板。装挂时应注意薄的、大的、小的以及不同材料的铝合金零件不能同槽装挂和氧化。每个挂具之间要保持一定的间隔,避免零件与零件相碰。零件与阴极之间更要保持一定的间隔,可在通电之前使用铝棒在阴极周围检查一下,看是否有零件与阴极相碰。认为妥当之后,打开直流电源通以直流电,调整电流到每平方分米l.0~1.5A,电压保持在15~17V之间。然后记下给电的时间,并计算出氧化完了断电的时间。给电之后,要检查电流是否通过挂具进行氧化。可以观察零件周围是否有气泡产生,也可以用铝丝接触电解液和挂具进行检查为好,看是否有短路打电火花的现象,如果没有电火花发生,则说明挂具没有导电,应马上纠正。在阳极氧化过程中,要始终注意槽子的温度,升温不得超过2℃,否则应降温。氧化预算时间到,要切断电源由导电杆卸零件。 |