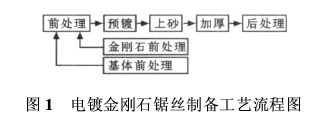
��ΰ�����㣬���죬��ΰ �ൺ�Ƽ���ѧ 1���� ����Ӳ�����Ӧ�õ�����㷺������ӹ�Ҫ��ҲԽ��Խ�ߣ��ر��ǶԵ����衢��ʯ�ȹ���Ӳ����ϵľ����и�ӹ�Ҫ��Խ��Խ�ߡ�Ȼ�����ҹ���Ӳ����ϸ�Ч�����и�ӹ������ڷ�չ�Σ��ӹ�Ч�ʽϵͣ������˷����ء�Ŀǰ���ڹ辧���Ӳ����ϵ��и�����Ҫ��������ĥ���߾��и���������и�����˿�ʹ���ĥ�ϵĽ�Һ�����ʯ��̼���转Һ������������ĥ���߾��и���������Ե�ȱ�㣺�и�Ч�ʵͣ������Ĵ���ֲڶȺ����;������Կ��ƣ���Һ�������ѣ������������ӵȵ�[1].Ϊ����������⣬�̽�ĥ���߾���о�Խ��Խ�ܵ��������о��ߵĹ�ע���ر��ǵ�ƽ��ʯ�߾����֬��ϼ��߾���о�[1-3],����֬��ϼ��߾����ĥ�Ժ������Բ����ƽ��ʯ�߾�á����ʯ�߾��ǽ���Ӳ�ȡ�����ĥ�ԵĽ��ʯĥ��ͨ����Ƶķ�ʽ�ι̵ذѳ��ڸ�˿�����϶��Ƴɵ�һ���и�ߡ����⣬��ƽ��ʯ�߾�����и�Ч�ʸߡ�������С��������롢��������������ʸߡ������ͣ��Ի�����ȾС���ŵ㣬���������ڼӹ�ʯ�ġ���������ͨӲ����ϣ������ر��ʺϾ����մɡ���ʯ��ˮ���ȹ��ص�Ӳ�����[4].�������ø��ϵ�Ʒ��о��˵�ƽ��ʯ�߾�����칤�գ��������������ƽ��ʯ�߾����ѹ��ղ����� 2��˿���Ʊ� ��˿�������ǿ�ȸߡ������Ժõ�ֱ���b0?3����˿�����ʯ����Ӣ��DeBeers��˾�ṩ��400#����Ȼ���ʯĥ�ϡ���ʵ������ĵ�ƽ��ʯ��˿����Ϊ300mm.��ƽ��ʯ��˿���Ʊ�����������ͼ1��ʾ��
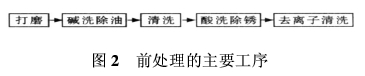
2.1ǰ���� ʵ��ǰҪ�Ի������ǰ������ǰ������Ŀ����ȥ����˿�����ϵ����ۺ������㣬�����ͶƲ��Ľ��������ƽ��ʯ�߾��ǰ������������ͨ��Ƶ�ǰ�������������ͬ��ǰ��������Ҫ������ͼ2��ʾ��
����400#��ɰֽ���������Ϻ������Ƥĥ�������ý�����ϴ�����Ƶļ�Һ���30min,��ȥ�����������ۣ�Ȼ��ϴ�ɾ��ĸ�˿�ŵ�10%��������Һ��ʴ5min,��ȥ�����ϲ���������Ƥ���⣻�����ȥ����ˮ��ϴ�ɾ��� ĥ��ѡ��400#�Ľ��ʯ��ĥ��ֱ��Ϊ38��m.���ʯ��ʹ��֮ǰҪ������ѡ���������ʯ�����д�������Ĵ��ڣ��ڵ����������������������ڵ��ǰӦ�ô������Ÿ�Ӧ�ϴ�Ľ��ʯ��ȥ��ˮ�Խ��ʯ�Ľ����Խϲ���ڽ������������ã�ʹ���ʯ�ڶ�Һ��Ư����Ӱ����ɰ����������ɰǰҪ�Խ��ʯʹ���м�ϴ����ϴ������߽��ʯ����ˮ�ԣ����ܳ�ȥ���ʯ��������ʡ���ʵ����õĴ�������Ϊ�������ʯĥ�Ϸ���NaOH��Һ�����10min,��ȥ���ʯ��������ۣ��ٷ���ŨHNO3��Һ�н���24Сʱ��ȥ���������ʣ�ͬʱʹ���ʯ�����ôֲڣ��ﵽ��ˮĿ�ģ������ȥ���ӳ�ϴ���ö�Һ�����Ա�ʹ�á� 2.2��Һ�ijɷּ�����豸
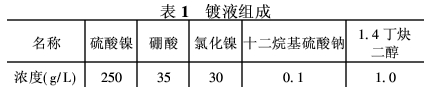
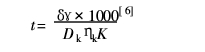
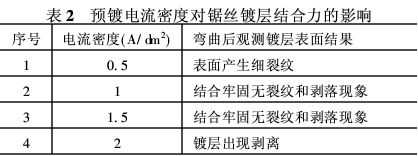
ʵ��ѡ�������Ͷ�Һ���е�ƽ��ʯ�߾⣬����Ķ�Һ��ɼ���1. ʵ�������Ƶĵ���豸�Ͻ��У���Ƶ�Դ����HY1711��ֱ����Դ����ѹ�͵����ֱ����0-30V��0-1?2A�ķ�Χ�������ɵ���Ϊ��ߵ��������ľ�ȷ�ȣ�����һ��0-500mA�ĵ����������ʱ����ˮԡ���ȣ���Ʋ���4mm���ӲPVC���Ƴɣ���Ʋ۳ߴ�Ϊ400mm��150mm��200mm.ɰ��ʹ��1mm���Ӳ������ϩ�壬����֬��ճ����ɣ�Ҫ��ԽСԽ�ã����ֱ��뱣֤������ɰ���з���ʱ��ɰ���ڱڱ���2-3mm���ҡ�ɰ�۳ߴ�Ϊ300mm��30mm��35mm.ɰ�۸����澡���ܶ������ֱ��Ϊ3mm��С�ף���ĥƽ��400#�������ý�ճ��ɰ���ڱڡ����������ȹ̵�PVC����֧��ɰ�ۣ�ʹ�䲻���Ʋ۵�ֱ�ӽӴ������������ԡ���Һ�¶�Ϊ35�棬��Һ�¶���TDAϵ���¶���ʾ�����ǿ��ơ���Һ��PHֵΪ4.5. ��˿���徭��ǰ��������Խ���Ԥ������Ԥ�Ƶ�Ŀ����Ϊ���ڻ�������ʯ֮������һ�����Ʋ㣬���ӶƲ������Ľ�������Ʋ������Ľ������Ӱ�칤����������Ҫ���أ��Ʋ�������С��Ԥ�Ƶ����ܶȵĴ�С�����й�ϵ��ʵ��1ΪԤ�Ƶ����ܶȶԾ�˿�Ʋ�������Ӱ�졣ʵ����õ�Ԥ��ʱ��Ϊ30min,�����ܶȷֱ�Ϊ0.5A/dm2��1A/dm2��1.5A/dm2��2A/dm2,Ȼ��˿������ֱ��Ϊ20mm��Բ���Ϲ۲�Ʋ��������������������۶Ʋ������Ľ������ͨ��ʵ��1ȷ�������Ԥ�Ƶ����ܶȡ� ʵ��2Ϊ�Ʋ�����ʱ��Ĺ�ϵ��ʵ����õĵ����ܶ�Ϊ1.5A/dm2,Ԥ��ʱ��ֱ�Ϊ10min��20min��30min��40min��50min,ͨ��ʵ��2�ó��˶Ʋ�����ʱ��Ĺ�ϵ���ߣ��Ӷ�ȷ����Ԥ��ʱ�䡣 2.4��ɰ ����Ԥ��֮��Ϳ��Խ�����ɰ�ˣ���ɰ�ǰѸ�ʯĥ����Ƶ�Ԥ�Ƶ����Ʋ��ϣ��ǵ�ƽ��ʯ�߾���������ؼ���һ������ɰһ���Ϊ��ɰ������ɰ������ɰ���ǽ���˿��������ɰ���У�����ζ�ɰ��ʹ���ʯĥ�����˿������ܽӴ���ȷ����ɰ���ȡ���ɰ���Dz��ý���ķ���ʹ���ʯĥ�������ڶ�Һ�жԾ�˿���������ɰ�ķ��������ڲ����˿����ΪԲ���Σ���ɰ�����ѱ�֤�ڸ�˿������ȵس������ʯĥ�ϣ�����ʵ�������ɰ���� Ӱ����ʯ�ܶȵ���������ɰ�����ܶȼ���ɰʱ�䡣����ɰʱ��Ϊ20minʱ���ı����������ܶȣ��о����������ܶȶԾ�˿������ʯĥ���ܶ�Ӱ�졣��ɰ�����ܶȷֱ�Ϊ0.5A/dm2��1?0A/dm2��1?5A/dm2��2?0A/dm2��2?5A/dm2,ͨ��ʵ��ȷ���˽��ʯĥ�Ϸֲ����ȵ������ɰ�����ܶȡ�����ɰ�����ܶ�Ϊ2?0A/dm2ʱ��ͨ���ı���ɰʱ��ó����ʯĥ�Ϸֲ����ȵ������ɰʱ�䣬ʵ����õ���ɰʱ��ֱ�Ϊ20min��30min��40min��50min. 2.5�Ӻ� ��ɰ��ɽ��мӺӺ�������ŵ��ʱ��ļӳ���ʹ�Ʋ������һ���ĺ�ȡ�����ĺ���ǽ����ʯ������2/3���ڶƲ����1?5A/dm2�ĵ����ܶ��£���ʱ�乫ʽ��������ۼӺ�ʱ��Ϊ
ʽ��t---���ʱ�䣨h�� ��---�Ʋ��ȣ����ڵ�ƽ��ʯ��˵���ȡ���ʯ������ƽ������mm�� ��---�������أ����ڶ���ȡ8.8g/cm3�� Dk---�����ܶȣ�һ��ȡ1.5A/dm2�� ��---����Ч�ʣ�����ʱȡ95%�� K---�绯���������ĵ绯����Ϊ1.095�� ������Ϊ2h,ͨ��ʵ��ó������Ӻ�ʱ��Ϊ1?2hʱ���õ��ĶƲ����ܽ����ʯ������2/3���ڶƲ�����ۼӺ�ʱ���ʵ�ʼӺ�ʱ����ܴ���ԭ���ǽ��ʯ�Ĵ���ռ���������50%���ң���ˣ������˵��ʱ�䡣 2.6���� ��ƽ�����ȡ����˿��ȥ����ˮ��ϴ�ɾ������г��������ƹ����У��ܻ���H+�������ϻ�ԭΪHԭ�ӣ�����һ�����γ�H2�ų�����һ��������Hԭ����̬���뵽����ͶƲ�Ľ��������У������⡣����ʹ������������˲����ܴ����Ӧ������������ࡱ����Ϊ��Ԥ����ƽ��ʯ�߾���ʹ��ʱ��������������ɺ��Ҫ���̽��г������һ���ǽ���˿���ں����м�����200�沢����2Сʱ�� 3��ƹ��������Ծ�˿������Ӱ�� 3.1Ԥ�Ƶ����ܶȼ�Ԥ��ʱ�� Ԥ�Ƶ����ܶȶԶƲ�������Ӱ�����2.
�ɱ�2���Կ����������������ܶ�Ϊ0.5A/dmʱ��������Ʋ�������ϸ���ƣ�������Ϊ�����ܶȹ��ͣ�������������С���Ʋ�ᾧ�����ϴֶ����µġ��������ܶ���1.0-1.5A/dm2ʱ�ܹ���ýϺõĶƲ���������ʱ�����ܶ�ʹ�Ʋ�ᾧϸ�½��ܣ���Ӧ��С����������ʱ�����ƺͰ������������ܶ�Ϊ2.0A/dm2ʱ�����ڳ����˻�����öƲ�ĵ����ܶ����ޣ�������������ʹ�Ʋ�ᾧ�����ɣ���Ӧ��������ˣ�������Ʋ���ְ����������ԣ�Ϊ����ߵ��Ч�ʣ�ȡԤ�Ƶ����ܶ�Ϊ1.5A/dm2.
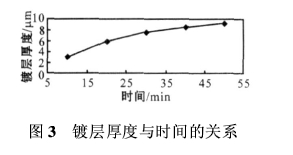
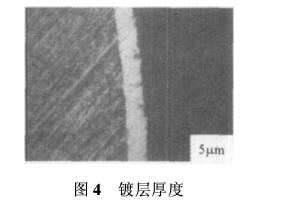
ͼ3�ǶƲ�����ʱ��Ĺ�ϵ���ߣ��ڿ�ʼ���ʱ�����ڸ�˿����ֱ����С�����ԶƲ������ӽϿ죬���ŵ�ƹ��̵Ľ��У����Ƽ���ֱ�������ӣ���Ϊ�����ܶȲ��䣬���Ա��Ƽ���ֱ���仯�ϻ��������Ʋ������������١���Ӧ��ͼ�ϼ�Ϊ�Ʋ�������ȵ�б����С�� Ԥ�Ʋ���һ��Ϊ1-3��m[5],��ʵ���õ�Ԥ�Ʋ���Ϊ3��m,��ͼ3���Կ����������ܶ���1?5A/dm2ʱ��Ԥ��ʱ��Ϊ10min.ͼ4��������������Ĵ˲����µĶƲ��ȡ�
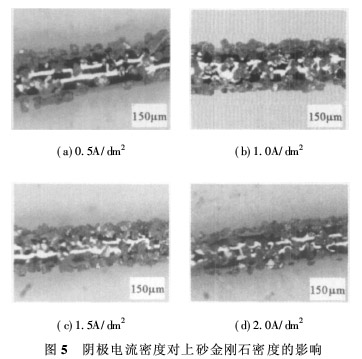
3.2��ɰ�����ܶȶ���ɰ���ʯ�ܶȵ�Ӱ�� ����ɰʱ��Ϊ20minʱ���ı����������ܶȣ��о����������ܶȶԾ�˿������ʯĥ���ܶ�Ӱ�졣�����������ܶ�Ϊ0.5A/dm2ʱ�����ʯĥ��֮��ļ���ϴ�ͼ5a���������������ܶ�Ϊ1.0A/dm2ʱ����˿����Ľ��ʯĥ��Ũ�������Ƿֲ����ȣ�û�г����ž�״̬����ͼ5b���������������ܶ�Ϊ1?5-2?0A/dm2ʱ��ĥ��Ũ��û�����Ա仯���ֲ����ȣ���ͼ5c��d�����������ܶ�Ϊ2?5A/dm2ʱ�������ս�������
���ڶƲ�������ٶ����ŵ����ܶȵ���������������ܶ�Ϊ0?5A/dm2ʱ���Ʋ�������ٶȽ���������ĥ������ɰ�������������̫dz����жɰ���������䣬����ڸ��϶Ʋ��г�����ĥ����Խ��١��������ܶ���1?0A/dm2-2?0A/dm2ʱ���Ʋ��г����Ľ��ʯ���������ȶ������ҷֲ����ȣ�û�г��������Ȳ����������������ܶ����ӵ�2?5A/dm2ʱ�������ս�������˵���Ѿ������˻�����öƲ������ĵ����ܶ����ޡ��������������Զ��Ͻ��ʯĥ�ϣ�������Ӱ���˿������������ʹ����������ˣ���ɰ�����ܶ���1.0A/dm2-2.0A/dm2ʱ�����ܻ�������Ϻõ��߾⣬Ϊ����ߵ��Ч�ʣ�ѡ�õ�������������ܶ�Ϊ2.0A/dm2. 3.3��ɰʱ�����ɰ���ʯŨ�ȵ�Ӱ�� ��ɰʱ���������ʹ���ʯ�������ܶȹ�����ʹ���ʯ�ij��и߶Ȳ����ϴ��������˿ֱ���������ʯ�ܶȹ���ʱ���Ʋ������ĺ����������٣��������ʯ֮�����ֱ�ӽӴ����Ӷ�ʹ���Ʋ�Խ��ʯ�İѳ�����ͣ����ʯ�����������䡣ʵ�鷢�֣�����ɰʱ�䳬��40minʱ�����ʯ�ܶȻ������ӡ�ͼ6a��ͼ6b��ͼ6c��ͼ6d�ֱ�Ϊ��ɰʱ��20min��30min��40min��50minʱ�������������������������ľ�˿��ò��Ƭ������Ƭ�Ͽ��Կ�����ͼ6a��ͼ6b��ʾ�ľ�˿�Ͻ��ʯ�����ֲ����ȣ�ͼ6c��ͼ6d��ʾ�ľ�˿���ʯ�ܶȹ����ֽ��ʯ����������������ʱ���߾��и��������ˣ���ѵ���ɰʱ��Ϊ20min.
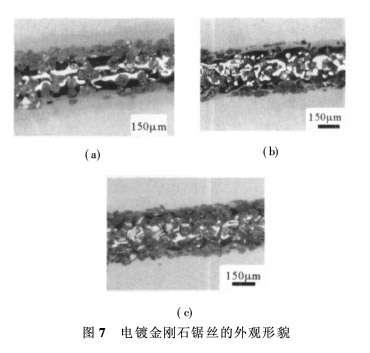
�Ӻ�ʱ��Խ��ʯ������ȵ�Ӱ��Ӻ�ʱ�䲻��̫�̻�̫�����Ӻ�ʱ��̫�̣����ʯ��������Ʋ���٣���ʱ�Ʋ�Խ��ʯ�����İѳ�������ʯ�����������䣬��ͼ7a��ʾ����Ӻ�ʱ��Ϊ30min.ͼ7b�ļӺ�ʱ��Ϊ3?5h,��ͼƬ�п��Կ��������ڼӺ�ʱ����������ֽ��ʯ����������ȫ����Ʋ��У���ʱ�Ľ��ʯ�߾��и������ϲ��ѼӺ�ʱ��Ϊ1?2h,��ͼ7c��ʾ����ͼ���Կ��������ʯĥ���������Ʋ��е���Ⱥ��ʡ���������ȷ������ѹ��ղ������е�ƽ��ʯ��˿ʵ�飬�ó���ƽ��ʯ��˿�����ò��Ƭ��ͼ7c��ʾ����ͼ�п��Կ��������ʯĥ���ֲ��ȽϾ��ȣ�����Ʋ�������У�˵��������ʵ������ǿ��еġ�
4���� ������ֱ��Ϊ0?3mm���ٸ�˿Ϊ���壬ѡȡ400#�Ľ��ʯΪĥ�ϣ�ĥ��ֱ��Ϊ38��m,�������Ͷ�ҺΪ���Һ��������ɰ�������˵�ƽ��ʯ�߾⡣ʵ�����������Ʋ�������������á����ʯĥ���ֲ����ȵĵ�ƽ��ʯ�߾����ѹ��ղ���Ϊ����Һ�¶�Ϊ35�棬PHֵΪ4?5,Ԥ��Ԥ�Ƶ����ܶ�Ϊ1?5A/dm2,Ԥ��ʱ��Ϊ10min,��ɰ�����ܶ�Ϊ2?0A/dm2,��ɰʱ��Ϊ20min,�Ӻ�����ܶ�Ϊ1?5A/dm2,�Ӻ�ʱ��Ϊ1?2h,�ڵ�ƽ�����˿���ں����м���200�沢����2Сʱ�� |