1.水平方向阳极排布的影响
水平方向阳极排布是均匀分布好还是集中分布好?是密一点好还是稀一点好?
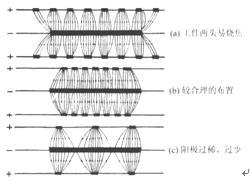
对于长件电镀(如钢管镀锌),生产中常有如图4中a、b、c三种阳极排布。
图4水平方向的阳极布置 Figure 4 Horizontal distribution of anodes
采用a的阳极分布时,水平方向阳极总长度超过工件许多,工件左右两头的电力线过于集中、紧密,阴极电流密度过大,两头不仅镀层厚,且很易烧焦。
采用b排布,阳极水平方向两头均短于工件长度(一般宜短l0~15 cm),则电力线分布较均匀,工件霞头镀层不致过厚,也不易烧焦,是合理的阳极分布。因此,阳极在阳极杆上的位置不应一成不变,而宜梅据工件情况,适时给予恰当的调整。
图4中c排布则阳极过少、过稀,这是不大懂电镀的人常犯的错误。讲一个真实故事:一次,陪某设备厂老板去一家小厂收款,进大门时扫了一下堆在门口的成品镀锌钢管。到了办公室后,我问电镀厂老板:“最近没钱买锌板了吗?”老板很吃惊:“袁老师,你真神了,还未去车间看,咋知这回事?”其实一点不神:因为镀的钢管一段亮一段不亮,差别很明显,显然槽中只稀稀拉拉挂了几个锌板。当阳极过稀时,电力线分布很不均匀,离阳极近的一段电力线密集,电流密度较大,镀层光亮性好;两阳极间隔处对应的工件部分则情况刚好相反。原则上,在阳极面积允许大的情况下,阳极越密集,则电力线分布越均匀,电镀效果越好。那种以为少挂阳极就可省金属材料消耗的想法,是连物质不灭定律都不懂的无知表现。 |