焊轮经过一定次数的焊接以后,会被磨损或出现表面损伤,要及时进行修磨,修磨和调整时必须注意:
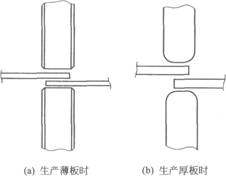
(1)尽可能保证焊轮顶面形状符合图纸规定的标准状态,焊接薄板时,可以修成平顶,以使焊轮与钢带接触面积大一些,电阻小一些,电流分散一些,熔核直径大一些,结合面积也大一些,从而提高焊缝的强度。焊接厚板时,最好修成略带圆弧的顶面,以使钢带在焊点处相互紧密接触,电流集中在此处,以此为中心形成熔核,从而使焊缝连续、均匀,成为乎直的一条直线(图1)。
图1焊轮顶部修磨
(2)必须保证上下焊轮的最高点处在焊轮中心线上,这样上下焊轮的接触点与焊缝的中心线重合,可以保证焊缝尺寸准确,也能防止上下焊轮压力点偏移造成搭接量的减小。
(3)必须保证焊轮圆周光滑圆顺,没有凸点和凹点,这样才能保证焊接时,随着焊轮的转动,所有点均能均匀接触钢带,不会造成只有局部接触,即使电流集中于某一点,烧伤钢带或焊轮。
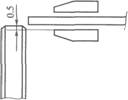
(4)焊轮修磨后,下焊轮顶面的高度会下降,所以必须向上调整,以保证下焊轮上顶面比夹板平面高出约0.3~0.5mm,如图2所示。上焊轮是由汽缸压下的,直径减小会得到自动补偿。
图2下焊轮高度调整 |